Pabrik Shunhao Menyediakan mesin berkualitas tinggi dan dukungan purna jual yang andal Berikut panduan singkat untuk membantu Anda memecahkan masalah Mesin pemolesan barang melamin otomatis dan tetap berjalan dengan lancar Jika ekstraksi (pick-up material) sistem tidak berfungsi, ikuti langkah -langkah sederhana ini untuk mendiagnosis dan memperbaiki masalah ini Langkah 1: Periksa lembaran besi pada rel hisap Periksa dua lembaran besi di rel hisap Mereka berinteraksi dengan sensor mesin, sehingga keselarasan mereka sangat penting Ukur jarak dari bagian bawah lembaran besi ke bagian bawah lembaran tembaga pada rakitan hisap: harus 22–22 5 cm - Jika jarak lebih dari 22 5 cm, posisi penjemputan material mungkin mati - Jika di bawah 22 cm, perakitan hisap bisa mencapai puncak dan rusak Langkah 2: Uji relai Periksa relai yang terhubung ke sensor Ketika lembaran besi naik selama ekstraksi (dalam kisaran 22-22 5 cm), relai harus menyala, menunjukkan itu berfungsi - Jika relai tidak menyala, mungkin perlu diganti Dengan mengikuti langkah-langkah ini, Anda dapat dengan cepat menyelesaikan masalah penjemputan material dan menjaga mesin Anda tetap efisien Untuk bantuan lebih lanjut, hubungi tim dukungan kami - kami di sini untuk membantu!Mobile: 86-159 0599 6312 (Ms Shelly)Email: mesin@hongancn.com
Untuk produksi peralatan makan melamin, mempertahankan Mesin Pembuat Peralatan Lamine Automatik dalam kondisi baik sangat penting. Di antara berbagai bagian mesin, kopling memainkan peran penting. Ini berfungsi untuk menghubungkan motor dan pompa oli, bertindak sebagai penyerap kejut selama operasi mesin cetakan. Dengan demikian, pemeliharaan kopling yang tepat tidak dapat dilebih -lebihkan. Karena Mesin Kompresi Ware melamin berjalan dengan kecepatan tinggi setiap hari, sekrup kopling terkadang lepas. Jadi, bagi mereka yang menggunakan mesin manufaktur Minningware merek Shunhao, baik itu pelanggan atau teknisi, inspeksi kopling yang sering sangat disarankan. Berikut adalah beberapa aspek pemeliharaan yang signifikan yang disediakan oleh mesin shunhao dan pabrik cetakan : 1. Perbaikan Sekrup: Saat Anda mengamati bahwa sekrup kopling telah melonggarkan, sangat penting untuk mengencangkannya segera. Sekrup longgar dapat memicu ketidakstabilan operasional dan bahkan mungkin menimbulkan kerugian yang lebih parah pada bagian mesin. 2. Periksa Penutup Karet : Secara rutin memeriksa apakah penutup karet yang terpasang pada kopling telah memburuk. Jika ada tanda -tanda penuaan di penutup karet, itu harus diganti tanpa penundaan. Penutup karet yang sudah tua kemungkinan akan rusak, yang dapat menyebabkan kopling saling bergesekan, yang menyebabkan kerusakan kopling. Pada tahun 2022, mesin peralatan makan Shunhao melamin ditingkatkan dengan penutup material baru yang dirancang untuk melindungi kopling. Seperti yang terlihat pada gambar:
Pembuatan peralatan makan melamin merupakan proses produksi yang tampaknya rumit karena tampaknya banyak parameter yang harus disesuaikan. Namun, begitu Anda memulai selama beberapa bulan, Anda dapat menyimpulkan beberapa parameter penting. 1. Sesuaikan jarak naik dan putar perlahan sebelum menutup cetakan. 2. Sesuaikan waktu pencetakan sesuai dengan ukuran produk. 3. Sesuaikan suhu sesuai dengan bahan baku yang berbeda. 4. Penyesuaian jarak buang, tunggu buang, dan waktu buang. 5. Penyesuaian waktu decal (hampir sama, hanya fine-tuned). 6. Penyesuaian waktu bubuk kaca (hampir sama, hanya disetel halus). Hari ini Pabrik Shunhao akan memperkenalkan poin pertama secara detail: sebelum cetakan ditutup, penyesuaian jarak naik dan turun, ini perlu disesuaikan pada pelat guratan mesin (lihat gambar di bawah) Tombol untuk naik dan melambat bisa diatur naik turunnya dan dibelakangnya terdapat proximity sensor. Tombol ini dekat dengan sensor, dan lampu menyala, menandakan posisi mulai bekerja dari cepat ke lambat. Saat pekerja selesai menempatkan bahan baku, tekan tombol pembentuk (CURING) mesin, dan mesin mulai naik dengan cepat untuk menutup cetakan. Oleh karena itu, sesuaikan tombol untuk memutuskan kapan harus mengubah dari cepat ke lambat. Untuk membantu pelanggan mengetahui lebih jelas, silakan baca detail berikut. Untuk Pembuatan Plat Bahan baku berjalan lebih cepat dalam cetakan pelat kemudian tombol untuk kecepatan naik dan turun dapat diatur ke bawah untuk menutup cetakan sesegera mungkin. Untuk Pembuatan Mangkuk Dalam Bahan baku membutuhkan lebih banyak waktu untuk mengisi seluruh rongga cetakan deep bowl, kemudian cetakan harus ditutup perlahan, dan cetakan harus ditutup sepenuhnya saat bahan baku telah mengisi seluruh rongga. Jika cetakan sudah benar-benar tertutup sebelum bahan baku mengisi cetakan, maka akan terjadi masalah: pengukur tekanan oli menunjukkan bahwa tekanan terus turun, meskipun cetakan sudah tertutup seluruhnya. Oleh karena itu, tombol-tombol pada pelat kayuhan di sisi kanan mesin sangat berguna. Kami dapat menyempurnakan tindakan untuk membuat mesin dan cetakan sangat cocok, yang juga merupakan keuntungan memperpanjang masa pakai mesin. Semoga artikel ini bermanfaat bagi Anda, terus dukung Shunhao Machine and Mould Factory !
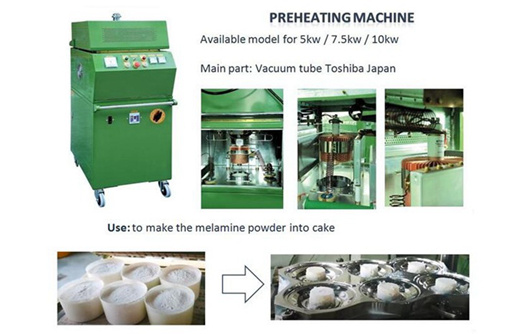
Mesin preheating frekuensi tinggi banyak digunakan dalam industri cetakan, seperti komponen elektronik diskrit semikonduktor, sirkuit terpadu, pengemasan mikroelektronika lainnya, komutator motor, peralatan makan melamin melamin (melamin), peralatan plastik, dll. Sebagai langkah kunci dalam pencetakan kompresi melamin, pemanasan awal dapat meningkatkan fluiditas bubuk melamin dan meningkatkan kilap permukaan produk cetakan. Preheater frekuensi tinggi yang diproduksi oleh Pabrik Shunhao sangat mudah dioperasikan, namun masih ada beberapa hal pengoperasian yang perlu diperhatikan oleh operator. 1. Untuk mencegah kerusakan pada mesin, perlu dipastikan tidak ada air dan debu yang berlebihan pada bahan yang dipanaskan sebelumnya. 2. Lingkungan sekitar tempat preheater frekuensi tinggi ditempatkan tidak boleh lembab, berdebu, atau sinar matahari langsung bersuhu tinggi untuk memastikan fungsi pembuangan panas normal dari tabung vakum. 3. Mesin harus dipasang dengan kualitas yang baik dan terhubung dengan baik ke kabel grounding. 4. Setelah mesin dihidupkan, pastikan kipas pendingin tabung vakum berfungsi normal. 5. Mesin perlu dihangatkan selama 10-15 menit sebelum dijalankan atau dimatikan selama satu jam. 6. Bahan isolasi harus ditempatkan di ujung atas dan bawah mesin, dan kontak langsung tidak diperbolehkan, jika tidak, mesin dapat rusak. 7. Ketika output frekuensi tinggi, untuk mencegah kecelakaan, jangan gunakan instrumen frekuensi rendah dan tegangan rendah seperti multimeter dan meter uji. 8. Secara teratur periksa preheater frekuensi tinggi untuk melihat apakah ada kejenuhan, kerusakan, malfungsi, dll. 9. Jika mesin sering mengeluarkan percikan api, perlu diperbaiki tepat waktu.
Setelah memperkenalkan baja cetakan 718, Pabrik Cetakan Shunhao akan berbagi dengan Anda standar pemilihan baja cetakan 718 dan berharap ini akan membantu Anda. 1. Saat memilih persyaratan kekerasan baja cetakan 718, hindari rentang kekerasan yang menghasilkan kerapuhan temper. Batas suhu yang lebih rendah dari baja karbon adalah sekitar 250 ℃, sedangkan suhu batas atas dari kerapuhan baja paduan adalah sekitar 350 ~ 300 ℃. 2. Pemilihan bahan cetakan memiliki persyaratan tertentu untuk mencegah retak. Baja paduan memiliki kemampuan pengerasan yang lebih baik, pendinginan dan pendinginan yang lambat, tekanan termal dan tekanan struktural yang lebih sedikit, dan kecenderungan retak yang lebih sedikit. Baja karbon memiliki kemampuan pengerasan yang buruk, tekanan struktur padam yang besar, dan tekanan termal, dan mudah retak. 3. Perancang cetakan secara wajar merumuskan kondisi teknis aktual sesuai dengan kinerja penggunaan dan tingkat baja yang dipilih untuk mengejar nilai kekerasan tertinggi dari tingkat baja. Untuk cetakan baja 718, ketika persyaratan teknis perlakuan panas tidak dapat dipenuhi, persyaratan yang berdampak kecil pada masa pakai dapat dilonggarkan dengan tepat untuk menghindari beberapa perbaikan dan skrap. 4. Memperkuat pemeriksaan kualitas dan pengelolaan bahan baku cetakan. Baja cetakan 718 adalah baja yang paling umum digunakan untuk peralatan makan melamin. Cetakan yang diproduksi oleh Pabrik Cetakan Shunhao menjamin untuk memenuhi persyaratan teknis dalam pemilihan baja cetakan untuk memastikan masa pakai dan kualitas cetakan, dan juga dapat memenuhi persyaratan produksi pabrik peralatan makan (ekonomis dan tahan lama). Oleh karena itu, Shunhao telah mendapatkan kepercayaan dan penegasan dari sebagian besar pelanggan. Hotline pembelian cetakan Shunhao: +86 15905996312 Email: machine@hongancn.com
Baja cetakan 718 disebut "baja cetakan plastik canggih" dan merupakan jenis baja tipikal yang paling banyak digunakan di antara baja cetakan plastik umum. Aplikasi: 718 baja cetakan memiliki kemampuan pengerasan yang baik dan kinerja yang unggul, dan dapat menghasilkan cetakan cetakan plastik bermutu tinggi yang besar. Contoh aplikasi tipikal Cetakan besar, templat untuk peralatan rumah tangga dengan persyaratan permukaan yang tinggi. Cocok untuk cetakan plastik cermin besar, seperti mobil, peralatan rumah tangga, produk audio dan video, dll. Ini dapat digunakan untuk cetakan plastik dengan persyaratan pemolesan cermin, dan cocok untuk cetakan injeksi dan cetakan tiup untuk plastik PA, POM, PS, PE, PP, dan ABS. Rongga cetakan yang sangat halus dan menuntut. Baja cetakan 718 adalah baja yang paling umum digunakan di pabrik peralatan makan melamin dan banyak digunakan dalam produksi cetakan kompresi melamin . Cetakan peralatan makan yang terbuat dari baja cetakan 718 # cerah dan berkilau, dan produk melamin yang dihasilkan berkualitas tinggi dan kompetitif. Selamat datang untuk menelepon untuk penyelidikan! Seluler: +86 15905996312 Email: machine@hongancn.com
Desain struktur yang masuk akal dapat memastikan masa pakai cetakan, oleh karena itu merupakan dasar untuk cetakan. Pabrik Mesin dan Cetakan Shunhao memiliki banyak kasus sukses dalam pembuatan cetakan kompresi melamin . Sejak tahun 2002 pelanggan dari 30 lebih negara mengakui dan telah menjaga kerjasama jangka panjang dengan Shunhao. Untuk memastikan cetakan bekerja untuk waktu layanan yang lama, pembuatan cetakan harus mematuhi 3 aturan berikut. 1. Desain struktur pengecoran yang baik Pengecoran harus memiliki ketebalan yang seragam untuk mengurangi kelelahan termal yang disebabkan oleh konsentrasi panas lokal cetakan. Kecuali ketebalannya, coran harus memiliki sudut yang membulat untuk menghindari tekanan yang disebabkan oleh sudut tajam pada cetakan. 2. Desain struktur cetakan yang wajar Pertahankan keseimbangan termal cetakan. Untuk memastikan tidak berubah bentuk di bawah tekanan, cetakan harus memiliki kekakuan dan kekuatan yang cukup. Tujuan pengecoran cetakan adalah untuk mengurangi dampak dan erosi pada inti. Toleransi dan kekasaran permukaan setiap komponen harus dipilih dengan benar. 3. Standarisasi proses perlakuan panas Proses perlakuan panas yang benar dapat memperoleh kinerja cetakan terbaik, yaitu kekuatan, kekerasan, stabilitas dimensi suhu tinggi, ketahanan lelah termal, dan kinerja pemotongan material.
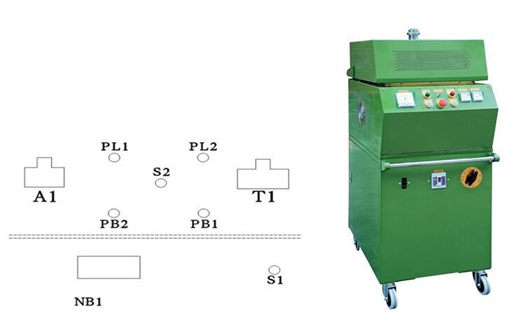
Pemanasan awal bahan baku merupakan langkah yang sangat penting untuk produksi peralatan makan melamin. Biasanya kami memasukkan bedak ke dalam kotak khusus dan memasukkannya ke dalam mesin pemanas awal frekuensi tinggi untuk memanaskan terlebih dahulu menjadi kue. Ini dapat sangat meningkatkan kualitas produk. Hari ini Pabrik Shunhao akan membagikan kepada Anda langkah-langkah operasi untuk prehater. Pertama, mari kenali panel kontrol preheater. Pengenalan panel kontrol: A1 = METER ARUS PL1 = LAMPU PILOT DAYA (HIJAU) PB2 = MULAI FREKUENSI TINGGI S2 = SAKLAR TEGANGAN TINGGI PL2 = LAMPU HFPILOT (MERAH) PB1 = BERHENTI FREKUENSI TINGGI T1 = TIMER FREKUENSI TINGGI NB1 = PEMUTUS NON-FUSE S1 = PENGATUR TEGANGAN TINGGI Selanjutnya, kami akan menunjukkan kepada Anda langkah-langkah operasi spesifik. 1. Buka gerbang elektromekanis preheater (catu daya 380V). 2. Nyalakan sakelar daya mesin pemanas awal (indikator daya menyala ) dan panaskan selama 5-10 menit. 3. Setel sakelar preheater ke "ON". 4. Setel "waktu pemanasan" dan "suhu pemanasan". 5. Masukkan bahan baku MMC ke dalam wadah khusus dan tekan tombol “High Frequency Start”. ( Indikator pemanasan menyala). 6. Saat suhu mencapai nilai yang ditetapkan, preheater akan berhenti bekerja dan kemudian terbuka secara otomatis. 7. Jika ditemukan ketidaknormalan, harus segera dimatikan dan dihentikan, dan dilaporkan ke personel terkait untuk ditangani. Perhatian: Harap matikan daya mesin selama pemeriksaan atau pemeliharaan untuk alasan keselamatan. Dan tutup pintu samping selama berjalan.
Tabung adalah bagian terpenting dari mesin pemanas awal frekuensi tinggi . Di Pabrik Shunhao, tabung dan mesin akan dipisahkan dan dikemas dengan hati-hati. Mesin menggunakan kemasan bersegel kotak kayu untuk keamanan barang, perlindungan 100% mesin dari kelembaban dan benturan. Saat mesin tiba di pabrik pelanggan dengan selamat, teknisi Shunhao akan membantu memasang tabung Canon . Pertama, kita bisa menonton videonya dan memiliki beberapa ide. Bagaimana cara memasang tabung untuk mesin pemanas awal? Berikut adalah langkah-langkah yang jelas untuk Anda ikuti. 1. Keluarkan gelas dan pasang kembali tabung Canon dengan hati-hati. 2. Hubungkan kabel atau gulungan lain dengan tempat yang benar dengan erat. Catatan utama: Toshiba Japan Tube telah diubah namanya menjadi Canon Tube pada tanggal 1 November 2018. Tabung adalah bagian jantung dari mesin pemanasan awal HF . Mesin preheater banyak digunakan untuk proses preheating senyawa cetakan melamin. Parameter Mesin Pemanasan Awal: TIDAK Isi. HGY-520 HGY-720 HGY-1020 1 Keluaran 5KW 7KW 10KW 2 Sumber daya 3Φ 220V _ 380V 415V 3Φ 220V _ 380V 415V 3Φ 220V _ 380V 415V 3 Input daya 11KVA 13KVA 20KVA 4 Frekuensi Osilasi 62MHZ 62MHZ 27MHZ 5 Tabung Vakum 7T699RB E3069RB 8T85RB 6 Pengalihan Tegangan 3 tahap 3 tahap 3 tahap 7 Waktu 999.9S 8 Daya Pemanasan Awal 110 ℃ Dalam 60 detik 9 Resin Fenolik 1200gr 1500gr 6500gr 10 Senyawa Moulding Melamin 1000gr 1200gr 6000gr 11 Senyawa Pencetak Urea 1000gr 1500gr 6000gr 12 Ukuran Elektroda 310×360m/m 340×380m/m 450×560m/m 13 Spasi Elektroda 30-70 m/m 30-70 m/m 35-60 m/m 14 Dimensi Mesin (LWH) 850×600×1520 850×600×1520 1150×820×1720 15 Berat Mesin 260kg 320kg 600kg Mesin preheater memiliki model yang berbeda: 3KW sangat kecil, jarang digunakan dalam industri melamin 5KW biasanya digunakan dengan kapasitas bubuk hingga 1000gram 7KW mirip dengan model 5KW, namun kapasitasnya mencapai 1200gram. 10KW memiliki kapasitas bubuk hingga 6000 gram, untuk bekerja dengan mesin cetak melamin 300 ton -800 ton Mesin pemanas awal 10 KW direkomendasikan untuk mesin pembuat penutup kursi toilet urea ,
Dalam praktik produksi, kami menemukan bahwa kegagalan sistem hidrolik yang disebabkan oleh oli hidrolik menyumbang 75% dari seluruh tingkat kegagalan hidrolik, jadi cara membersihkan tangki oli secara efektif sangatlah penting. Pabrik Shunhao akan memperkenalkan Anda langkah-langkah pembersihan yang jelas. 1. Tangki oli hidrolik baru yang dibentuk dengan pengelasan harus diperlakukan sebagai berikut sebelum fosfat. Gunakan spatula untuk menghilangkan terak las secara menyeluruh dan nodul las di sekeliling las. Gunakan file untuk membersihkan gerinda dan gerinda lubang tangki minyak dan lubang penghubung berulir di mana-mana. Seka semua bagian dengan kain bebas serabut dan minyak tanah bersih. Gunakan udara terkompresi untuk meniup debu di permukaan tangki oli dan bagian yang dibersihkan. Jika Anda perlu memasang paking pada bidang penutup penyegelan, Anda harus membuat paking terlebih dahulu. 2. Bersihkan tampilan tangki minyak setelah fosfat Gunakan spatula untuk membersihkan residu dan partikel larutan fosfat pada permukaan bagian dalam tangki minyak. Jika ada noda karat, gunakan kain pasir untuk menghilangkan karat, dan oleskan larutan fosfat ke bagian yang dihilangkan karat, dan bersihkan residu larutan fosfat setelah 2 menit. Bersihkan minyak tanah dengan kain bebas serabut, bersihkan port oli dari benang penghubung di mana-mana dan keringkan dengan udara terkompresi, tutup port oli dengan sumbat sekrup bersih tepat waktu, dan gosok permukaan bagian dalam tangki dengan minyak tanah bersih. Uleni adonan dengan oli hidrolik anti aus yang bersih (L-HM46#), rekatkan bagian las, lubang, sudut, dan bagian permukaan lainnya satu per satu, dan ulangi pengoperasian hingga adonan bebas dari kotoran, debu halus, dan partikel. . Tiup bagian dalam tangki oli secara menyeluruh dengan udara terkompresi, dan oleskan oli hidrolik anti aus L-HM46# yang bersih (untuk mencegah bagian dalam tangki oli berkarat). Jika tangki oli yang sudah dibersihkan tidak dipasang untuk sementara waktu, harus segera ditutup, dan dapat ditutup dengan selotip besar. Dan pasang tutup tangki minyak untuk mencegah polusi sekunder, dan letakkan di posisi yang tepat untuk menghindari ketukan. Mesin cetak melamin hidrolik yang dibuat oleh Shunhao didukung oleh teknologi Taiwan, jika dioperasikan dengan benar, dirawat dengan teratur, dapat menjadi operasi yang tahan lama dan akan menjadi penolong terbaik untuk pabrik peralatan makan melamin!
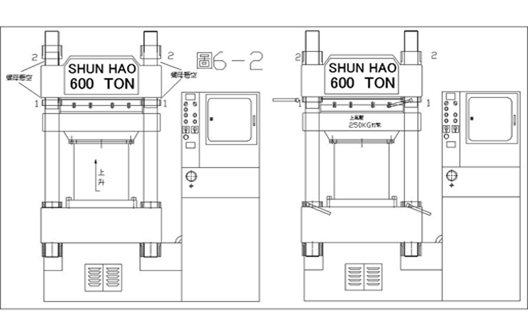
Gambar 1:Mesin cetak melamin dengan penurunan tekanan hidrolik Sebelum pengoperasian, sambungkan catu daya dan periksa apakah arah putaran motor sudah benar. Hidupkan mesin di bawah Mode Manual; naikkan mesin secara perlahan ke posisi Gambar 2 . 2-1 adalah kacang dari kolom ketegangan. Pasang mur pada posisi seperti yang ditunjukkan pada gambar. Kemudian kunci sekrup 2-2 . Gambar 2 Gambar3 Gambar 4 Gambar 5 Keempat pemandu paralel harus dipasang mur, seperti yang ditunjukkan pada Gambar 3 . Kemudian turunkan mesin untuk menurunkan mur ke posisi seperti pada Gambar 4 . Setelah operasi, kunci mur, seperti yang ditunjukkan pada Gambar 5 , lalu kencangkan mur berlawanan arah jarum jam dengan palu. Gambar 6 Gambar 6-1 Gambar 6-2 Perbaiki paralelisme pelat pemanas: Putar mur guling atas tinggi-tinggi, seperti yang ditunjukkan pada Gambar 6-1 Terus naikkan pelat pemanas ke atas, angkat guling atas untuk memisahkannya dari mur 2 , tetapi jangan sampai menyentuh mur, seperti yang ditunjukkan pada Gambar 6-2 Putar mur 1 dan mur 2 dengan erat ke guling atas. Tekan mesin hingga 230kg/cm², dan kencangkan mur 2 berlawanan arah jarum jam
Hari ini, Pabrik Mesin dan Cetakan Shunhao akan memperkenalkan Anda cara Memasang cetakan kompresi di Mesin Pembuat Melamin . (Ⅰ) Periksa apakah spesifikasi cetakan cocok untuk dipasang pada pelat pemanas mesin sebelum pemasangan cetakan. Sesuaikan guling bergerak ke posisi terendah, dan siapkan 8-12 besi penjepit tetap dan beberapa gasket (aksesori standar). (Ⅱ) Gunakan forklift untuk memindahkan seluruh rangkaian cetakan ke posisi sedang pada pelat pemanas mesin. Kunci pelat cetakan dengan besi penjepit tetap, gasket, dan baut untuk mengamankan cetakan bawah ke pelat bawah mesin. (Ⅲ) Gunakan mode operasi manual dari mesin pembuat hidrolik untuk menaikkan pelat pemanas mesin secara perlahan, sehingga cetakan atas ditekan dengan lembut ke pelat atas mesin. 1. Jika cetakannya tinggi, Anda dapat mengendurkan mur di bagian luar pelat atas. Setelah menaikkan cetakan ke posisi tertinggi, kencangkan mur bagian dalam dan kencangkan, lalu buka mur atas tetapi kencangkan pelat atas dengan kuat. 2. Jika cetakan lebih rendah dari set cetakan sebelumnya, pelat atas harus diturunkan ke posisi yang sesuai dengan cetakan sebelumnya yang lebih tinggi atau ketinggian besi yang cukup. Pindahkan, bongkar cetakan tinggi sebelumnya dan ganti dengan cetakan baru dan pasang dengan cara yang disebutkan di atas. (ⅠⅡⅢ) 3. Perbaiki cetakan atas ke pelat atas dengan besi penjepit tetap. 4. Periksa dan kencangkan semua mur, lalu gunakan palu dan alat lainnya untuk mengencangkan sekrup. Kunci semua mur dengan erat agar tidak kendor selama pengoperasian.